HS6300/8000 II 新一代高速型卧式加工中心
HS6300/8000 II 卧式加工中心, 由现代威亚根据多年的专业经验和最新技术设计生产, 具 有高速度、高性能和最大化的生产力。
新一代高效加工中心, 卓越的高生产率
- 高刚性箱式结构
- 将Z轴工作台的重心与进给轴统一起来的完全对称式结构设计
- 直接排出切屑的结构,使切屑处理变得简单
- 各轴60m/min的同级别最高快速进给速度
- 可加工同级别最大尺寸工件
- 可安装同级别最大尺寸刀具的ATC设计
基本特点
高质量 & 高生产性 - 卧式加工中心
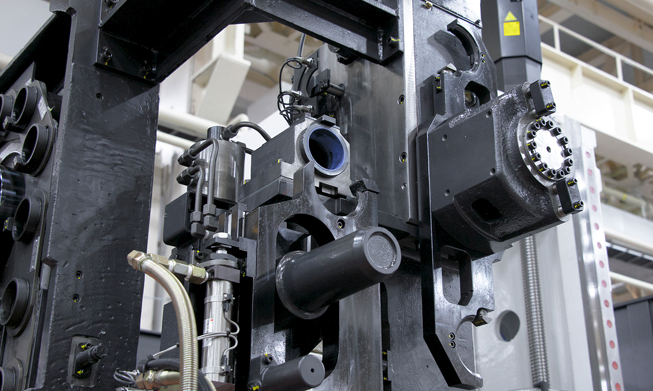
1基本特点
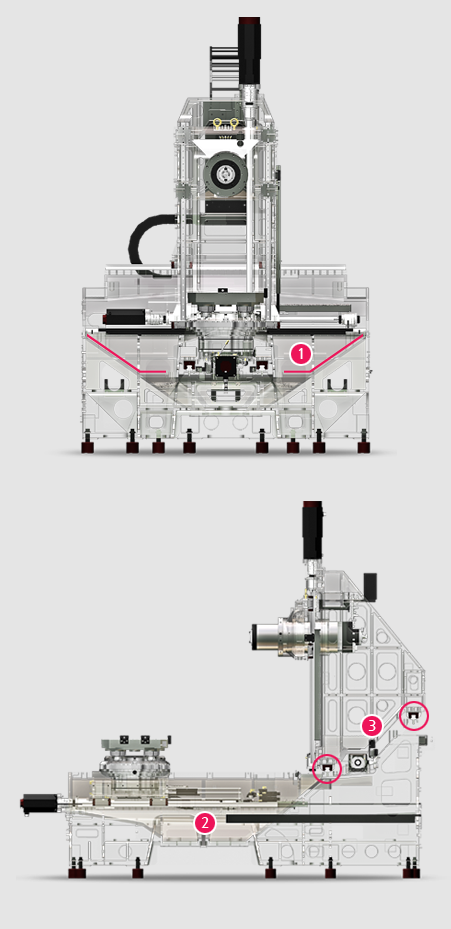
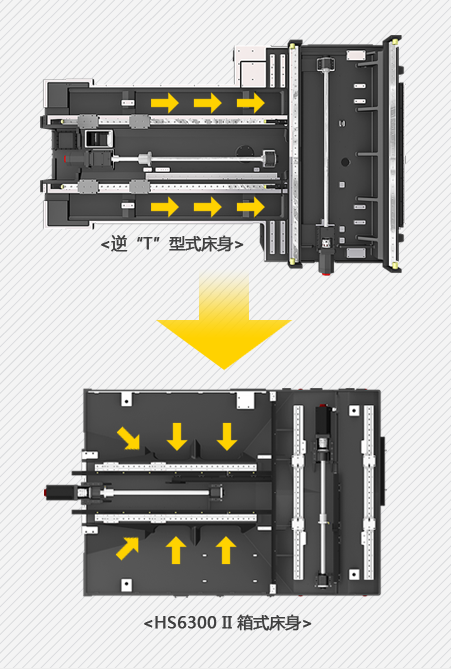
1高刚性箱式床身
HS6300/8000 II有别于现有的逆T型结构, 采用Z轴进给轴位于工件中心的左右对称结构。尤其将床身设计成刚性特别优秀的箱型结构, 在确保结构稳定性的同时, 还通过大幅提高吸震力实现了轻松的重切削加工, Z轴完全对称结构也使精密切削加工变得更加精确。
2排屑结构的变更
HS6300/8000 II采用切屑直接落入排屑机的结构, 即使发生大量的切屑也能够快速进行处理。(对比现有机上螺旋输送机类型的排屑机, 大幅提高切屑处理能力)
3阶梯型床身结构
其设计就是为了尽量减少前部产生的负荷。另外, 通过优化立柱 重量增加 稳定性。
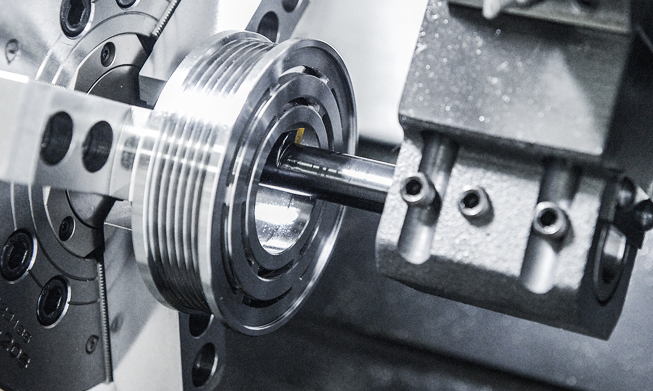
2高速进给结构
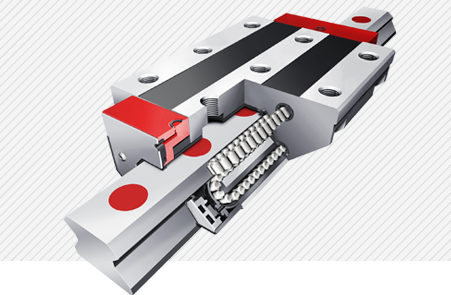
高速滚柱直线导轨
为了最小化非切削时间, 采用直线滚柱导轨确保卓越的加/减速性能和高刚性。各轴滚珠丝杠式直联可靠的数字 式伺服电机设计确保了机床进给的高精确性。
大直径滚珠丝杠
所有滚珠丝杠的直径均增大, 即使在重型加工过程中也能保持高精度。尤其是, 即使在加工切削负荷较大的产品(例如端面铣削)时也可以保持高精度。

行程 (X/Y/Z)
| HS6300 II |
1,050/900/1,000 mm |
| HS8000 II |
1,400/1,200/1,370 mm |
快速移动速度 (X/Y/Z)
| HS6300 II |
60/60/60 mm |
| HS8000 II |
50/50/50 mm |
主轴 & APC
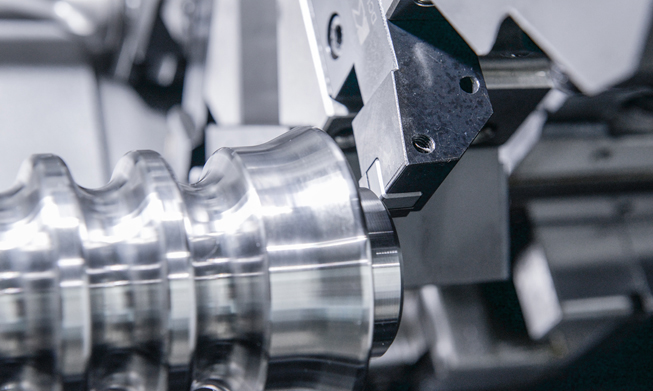
高速, 高输出内置式主轴应用
1主轴
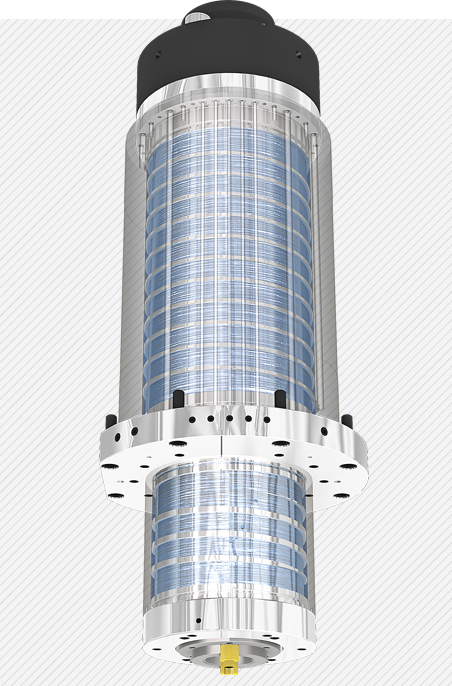
内置式主轴
通过使用超精密角接触球轴承, 实现了主轴快速加速/减速。主轴箱的设计能够最大限度地减少热位移, 从而减少热量的产生, 并可以保持较高的精度。
主轴油冷却装置
主轴油冷却系统最大限度地减少在长时间的加工操作中产生的热位移, 并在热稳定的基础上提供持续的准确性。
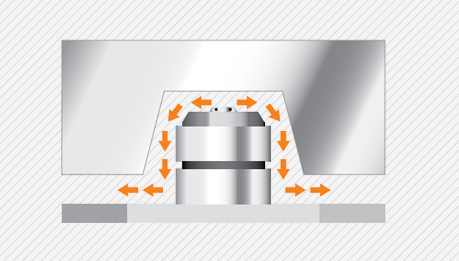
使用双面约束主轴
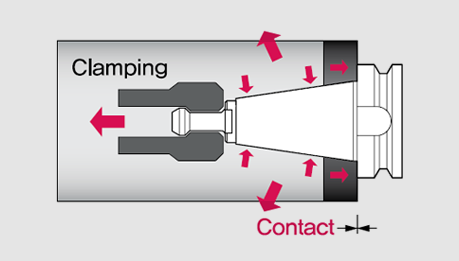
Big Plus主轴系统(BBT)提供主轴面与刀座法兰面之间的双接触。这极大地提高了刀具的刚性, 减少了停机时间并大幅提高了加工应用的生产力。
主轴[ ] : 选项
提高ATC速度 (切屑到切屑)
主轴加速 (0 > 10,000 rpm)
HS6300 II
3.4 sec
3.6 sec 减少
APC & ATC
高刚性,高速托盘交换系统
1APC
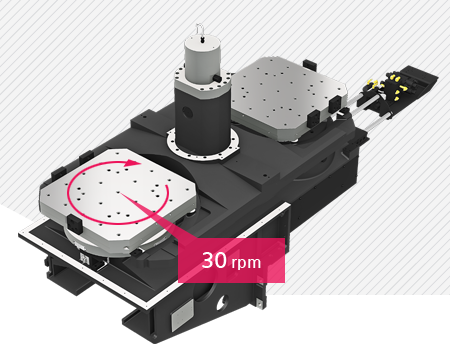
高速伺服电机APC
HS6300/8000 II提供一个往复式APC(自动托盘交换)作为标准配置。上下料工位托盘可以90°分级选择并锁定, 确保了极大的工件上下料的方便性。
HS6300 II
12 sec
4 sec 减少
2托盘
高精度托盘
在定位基座上的定位锥用于托盘夹紧。 锥内部有夹紧装置, 可在重切削时提供强劲的夹紧力。1°(0.001°选配)分度工作台采用了高精密联轴节确保分度精确精确。
空气清洁系统
在托盘交换期间, 从机床工作台的锥孔中吹出强大气流, 有助于清除切屑并清洁托盘定位面。
从而确保高托盘定位精度, 保证了最佳的刚性。
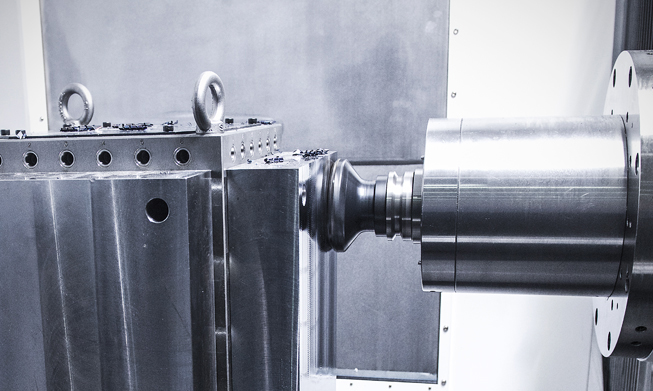
同类产品中最大的工件加工
加工面积扩大
HS6300 II
最大加工直径Ø1,050 mm
APC & 托盘
3高速伺服电机ATC
ATC & 刀库
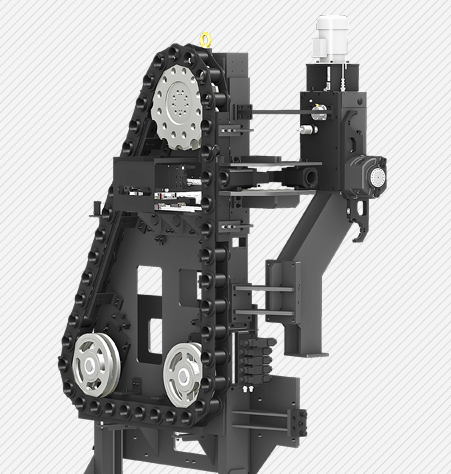
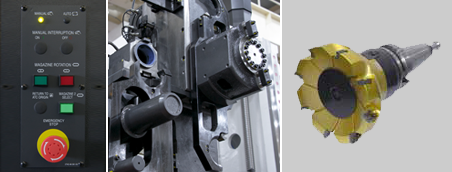
高速伺服电机ATC
采用高速双臂式换刀相比旧机型非切削时间大幅减少, 而且正面配置了手动换刀开关便于操作者换刀。采用伺服电机的双臂ATC位置控制得到了很大改善。双臂ATC确保了更快的刀具交换能力, 从而大幅提高了生产率。
提高ATC速度 (切屑到切屑)
HS6300 II
4.9 sec
2.1 sec 减少
扩大了刀具的选择范围
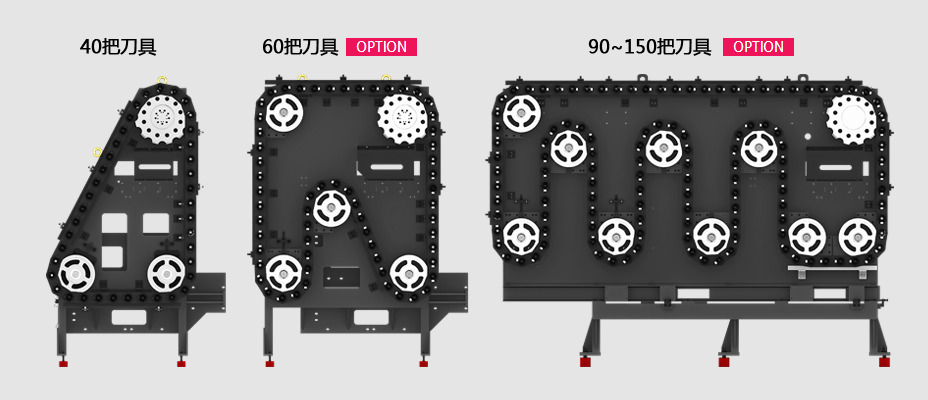
❖ Matrix刀库 : 240把刀具 (应用PLS时)
ATC & 刀库
<配备同级别最大刀具尺寸及重量标准>[ ] : 选项
❖ 刀具数量 - Matrix : 240 EA (选项)