新产品简介

XM2600/3100 Series 率过程密集型6/7/9轴多任务机床
多任务机床XM2600/3100 Series, 由现代威亚公司根据多年的专业经验和最新技术设计而成, 旨在通过提高 加工性能和经济效益, 最大限度地提高生产力。该系列产品同时具备高速、高刚性、高精度的特性, 可实现生产性能的最优化。

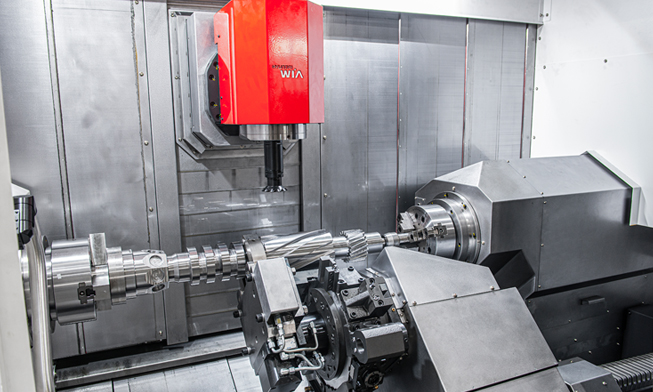









加工性能强大的6/7/9轴多任务加工机床
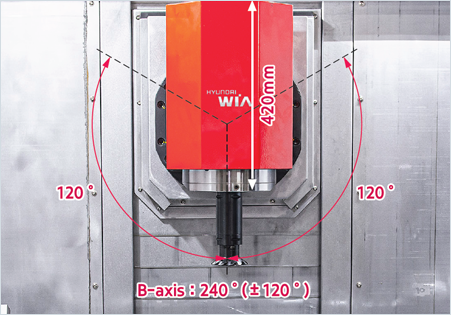
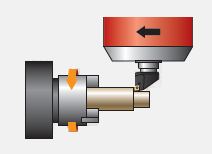
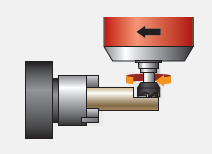
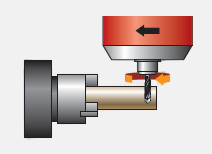
- 可通过带B轴(分度角度0.0001°)的内置式铣头完美无缺地进行车削和铣削加工。
- 通过缩短铣头长度扩大加工区域 (550 mm -> 420 mm)
- Y轴行程增加 (250 mm -> 300 mm)
- CAPTO C6刀具在高速复杂加工中的应用。
- 第一主轴和第二主轴均采用大功率、大扭矩的内置式主轴。
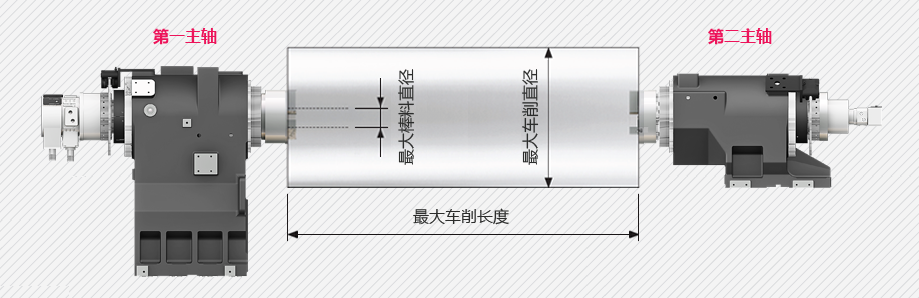
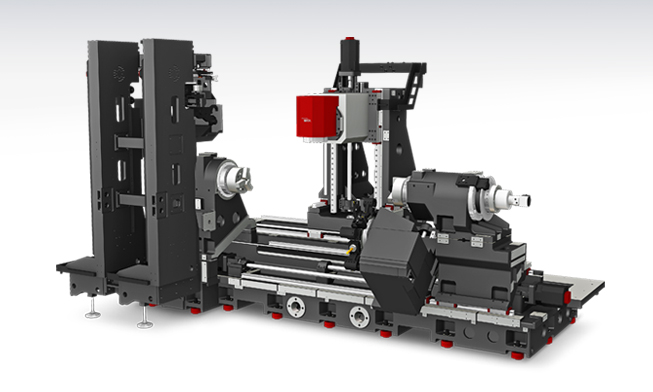
基本结构
高生产率过程密集型6/7/9轴多任务机床

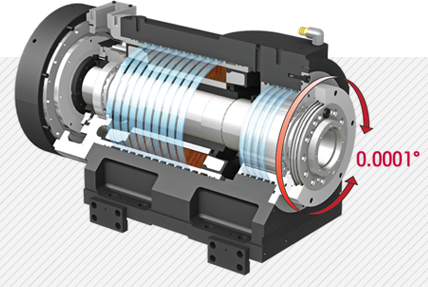
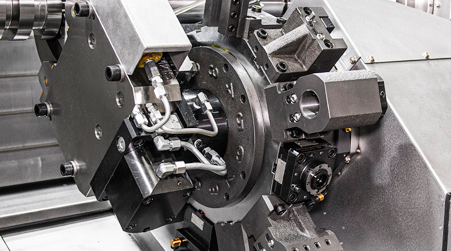
1内置式主轴 (第一主轴/第二主轴)
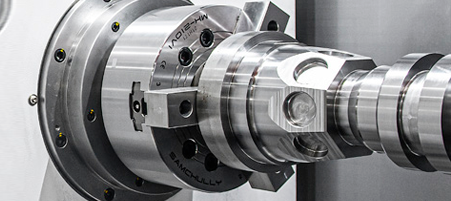
主轴所采用的内置式结构, 让主轴上的振动最小化, 以便进行高精密加工时发挥卓越性能。
|
|
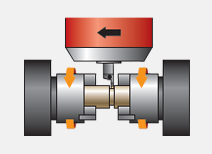
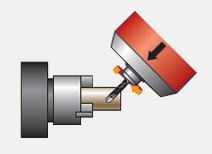
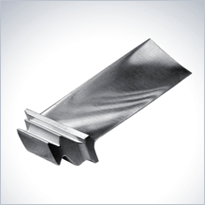
2紧凑型铣头

铣削头可通过B轴进行控制, 安装了具有内置电机和0.0001°高分辨率的编码器, 用以完全确保高定位精度。从而在同一级别机床中性能卓著, 表现非凡。
|
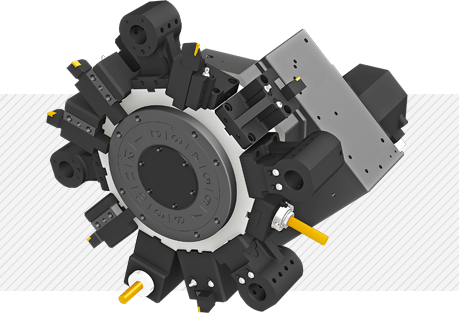
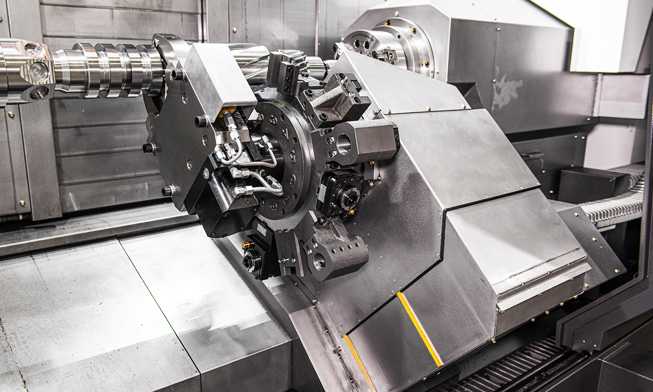
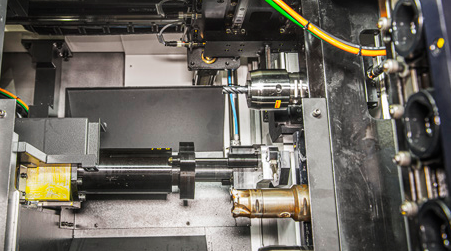
3铣削刀塔 (车削刀塔 : 标配 / BMT65铣削刀塔 : 选配)
底部刀塔确保高速、高精密加工复杂形状工件 时配合使用铣削头仅通过一次装夹完成。
|
4ATC和刀库
刀库设计位于机床的正面为实现高速刀具交换和刀具夹紧提供了最大的便利性。配置40把刀的链式刀库为标配, 80把刀刀库为选配。
|
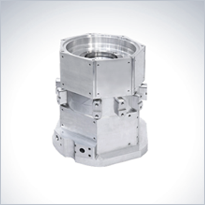
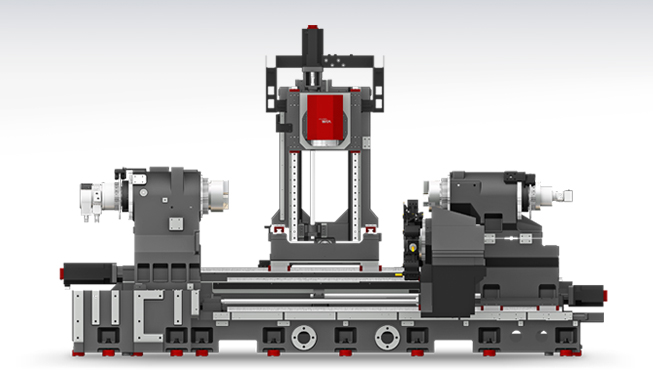
5高精度、高刚性床身
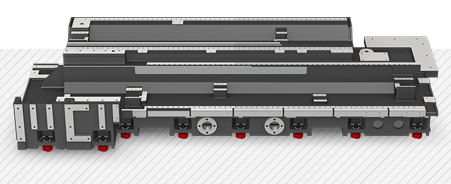
与以往相比, 床身的重心大幅降低, 主轴、立柱等主要部件稳定地放置在床身上, 可实现高速/高精度加工, 罩盖的设计使得切削Chip和切削油不会直接转移到床身上, 因此可以减少温度变化导致的精度误差。特别是, 使用FEM方法分析和设计床身 以最大限度地减少加工过程中可能发生的因素, 例如热变形和振动。